THEODOROU GROUP, responding to the above needs of the company, implemented the complete automation of all packaging processes of the 7 production lines of the SYNGENTA HELLAS factory in Greece, providing all the mechanical equipment required and participating as an integrator in the implementation of the full traceability project.
The integrated automatic packaging system works as follows:
First, the production order is automatically downloaded from the ERP, with which the system is interconnected, and its execution begins. After the product is introduced in its primary packaging, its marking begins with the printing of a unique 2D code with UV ink (invisible) on its lid, which, at a later stage, is used for the aggregation of the items in boxes.
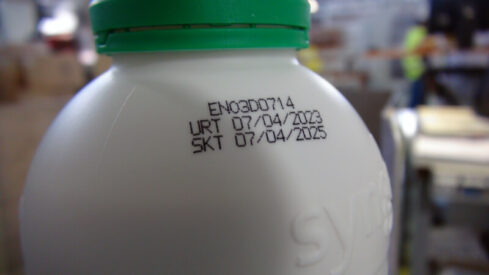
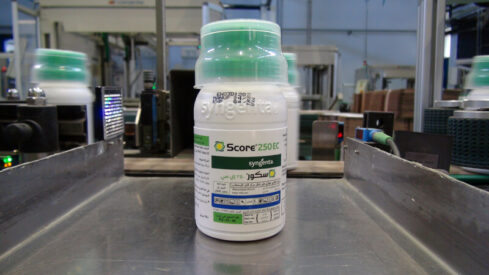
The bottle or drum products are then automatically transported and driven to a device for automatic weighing and control of their weight and rejection of non-compliant ones. The products that pass the first quality check, that of weighing, proceed to the next stage, the printing of variable information (2D & human readable information) and the automatic labeling of their packaging, either wrap around, or on two sides, as well as checking with a camera the correct printing and readability of this information.
The products are automatically rerouted to a next stage, where a camera scan correlates the unique code printed with UV ink on the package lid to the unique code printed on the package label. This information is used later to make it possible to match uniquely marked items with the boxes that contain them (aggregation).
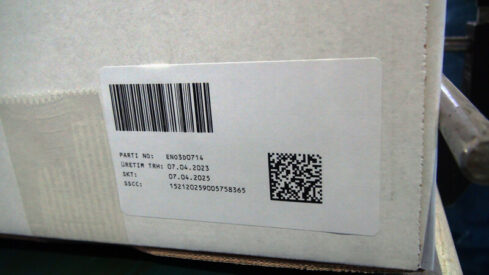
Next comes the packaging stage. This stage includes automatic carton formation, automatic robot case packing, while in parallel with the use of a camera, the unique UV code printed on each lid is recognized and gives the information to the system about which packages have been placed in the carton, now knowing exactly which items were placed in the respective carton (item to case aggregation). Each carton is then automatically transported to the exit of each production line, to be picked up by a palletizing robot. As it moves, it is weighed, checked and automatically rejects those that are not complete. The carton is then automatically labeled by a Print & Apply printer, which includes dynamic information from the system, such as item code and description, production order, batch, production date, quantity, unique carton number, etc. After affixing the label on the carton, a camera checks that the label is correctly printed, applied and is readable.
The cartons then arrive at the waiting point to be picked up by the robot for palletizing. Each carton label is re-read by camera and the unique carton code is matched to the pallet built by the robot for the corresponding pallet placement of each production line. In this way, the cartons placed on each pallet from each production line are recorded one by one (case to pallet aggregation).
As soon as the building of the pallet is completed, it is automatically removed from the palletizing position and driven to automatic wrapping with stretch film and automatic marking. As pallets from multiple production lines arrive at the pallet wrapping and marking station, each pallet is identified using a camera, which by reading the carton label locates the unique pallet that contains it and the system then performs pallet tracking, pallet stretch wrapping and pallet labelling. The pallet label includes all the dynamic information regarding the production order executed, while the unique SSCC (Serial Shipping Container Code) of each pallet has been assigned to the unique codes of the cartons it contains and each carton in turn has been assigned to the unique codes of the items it includes (full aggregation).
Finally, the system returns the information of the full aggregation to the ERP and each produced pallet appears in real time in the ERP and ready for loading.